







 打开微信扫一扫
打开微信扫一扫埋弧焊电流电压、速度计算公式
标准公式:V=0.04XA+20
埋弧焊的电流一般为500~600A,电压一般为32~38V。速度35~50cm/分
电压U(V)=0.04I(电流A)+10~14 但电压一般不小于28 焊接速度一般控制在20m/h~30m/h
埋弧焊速度和电流电压
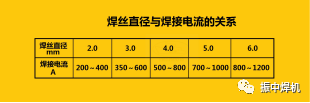
28-32V450-520A45-60cm/min此焊接参数是对4.0焊丝的,如有腐蚀要求,尽量取下限。
埋弧焊的电流,电压和速度根据焊接工艺做。一般16MnR,板厚20mm的,电流500~600A,电压32~38V,速度35~50cm/分。
埋弧焊的焊接参数
一、焊接电流
焊接电流是埋弧焊需要控制的重要参数。在一般情况下,焊接电流增加时,焊缝的余高也随之增加,而焊缝的宽度变化不明显。正常情况下,焊接电流与熔深间成正比关系:H= kmI, km为电流系数,决定于电流种类、极性及焊丝直径等。当焊接电流过大时会使影响区过大并产生气孔、裂纹等缺陷,当焊接电流过小会使之产生未焊透或熔合不好等缺陷。改善上两个缺陷应在增加焊接电流的同时,还要相应提高电弧电压,以达到埋弧焊焊接工艺-焊缝成型系数。
埋弧焊焊接时可以分为直流焊和交流焊,当用直流焊接时,由于焊丝的熔敷速度比反接时高30% ~ 50%,且熔深浅,所以它适合薄板焊接和堆焊。直流反接时的熔深比正接大,适合焊厚件。
二、焊接电压
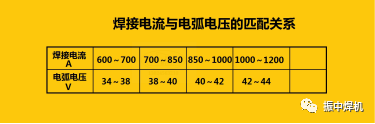
电弧电压对熔深的影响很小,电弧电压也是决定熔宽的要素。电弧电压的增加,熔深略减,熔宽增大,余高略减;电弧电压过大,焊剂融化量加大,电弧不稳,熔渣和液态金属重量间的比值增大,过渡到熔敷金属中的合金元素会有所增加电弧电压的大小应与焊接电流相匹配,焊接电流增大应适当提高电弧电压,与每一焊接电流对应的焊接电压的变化范围不超过10V。电弧电压下限焊接会使焊道窄,上限焊接会使焊道宽,超出合适范围,焊缝成型差。
直流焊接时,电弧较为稳定,电弧对母材的加热较为集中,其熔深在采用相同电流数值的情况下比交流电源要深;在直流电源时采用反极性(工件接负)接法要比正极性接法要深,它与手工电弧焊时相反。直流反接,熔敷速度稍低,熔深较大。采用直流正接时,熔敷速度比反接高30%~50%,但熔深较浅,降低了熔敷金属中母材的百分比(特别适合堆焊)母材的热裂纹倾向较大时,为防止热裂,也可采用直流正接。交流焊接时,熔深处于直流正接与直流反接之间。
三、焊接电流
其他参数不变时,焊接速度增加,焊缝单位长度内所得到的电弧热量减小,因此熔深变浅;焊缝上单位长度内所得到的焊丝熔化量也减少,所以焊缝的余高和熔宽相应减少。过分增加焊接速度会造成未焊透、焊缝边缘熔合不好。


焊接速度太慢,则焊缝余高过高,形成宽而浅的大熔池,焊缝表面粗糙,容易产生满溢、焊瘤或烧穿,生产效率也不高。

埋弧焊的电流电压速度一般都多少?
埋弧焊电流电压、速度怎么调?
技巧总结:
保证电弧稳定燃烧,焊缝形状尺寸符合要求,表面成形光滑整齐,内部无气孔、夹渣、裂纹、未焊透、焊瘤等缺陷。常用的选择方法有查表法、试验法、经验法、计算法等。不管采用哪种方法所确定的参数,都必须在施焊中加以修正,达到最效果时方可连续焊接。在焊接过程中微调.电流决定熔深和金属填充量.电压决定熔宽和余高.速度影响最大的是最后成型(鱼尾纹)



 川公网安备51012102000337号 | 蜀ICP备19021546号
川公网安备51012102000337号 | 蜀ICP备19021546号