







 打开微信扫一扫
打开微信扫一扫
摘要
焊接变形是在焊接过程中由于局部高温加热和随后的冷却引起的结构或部件尺寸和形状的改变。这种变形的产生是由于焊接热输入导致材料热膨胀和冷缩,而这种体积变化在焊缝区域不均匀分布,最终导致结构设计完整性、制造工艺合理性和结构使用可靠性的关键因素。
产生变形的原因
在焊接过程中,融合线以外的母材由于焊接加热而膨胀,随后在冷却过程中,熔池金属和熔合线附近的母材会产生收缩。由于加热和冷却的急剧变化,这种热变化在局部范围内进行,膨胀和收缩受到了拘束,因而产生塑性变形。例如:当温度(≥300°C)的提高,低碳钢的塑形明显提高,而它的强度却随着温度的升高会快速下降,因此,在焊接完成并冷却至常温后,这种塑性变形会残留下来。
焊接变形的危害
焊接残余变形不仅会影响结构的外观美观,还会影响其功能性和机械性能。为了减轻焊接残余变形的影响,需要采取一系列的预防措施,包括合适的焊接工艺参数选择、采用适当的夹具和辅助装置以及控制焊接过程中的热输入等。影响焊接变形的因素很多,但归纳起来主要有材料、结构和工艺3个方面,本文主要阐述焊接变形的类型与影响因素。
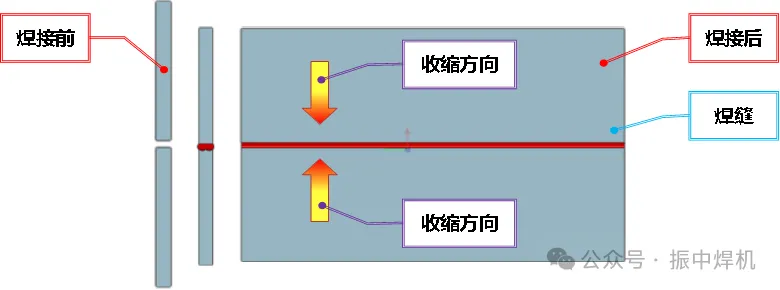
1、收缩变形:焊接过程中,焊缝金属凝固和冷却时会发生体积收缩,导致焊件在横向、纵向或厚度方向上产生收缩,影响焊接件的几何尺寸。

(1)纵向收缩变形:沿焊缝轴线方向尺寸的缩短。

截面积有关:焊件的截面积越大,焊件的纵向收缩量越小
膨胀系数有关:母材膨胀系数大,焊缝纵向收缩量也大
长度有关:焊缝的长度越长,焊件的纵向收缩量越大
焊件层次有关:多层焊时每层焊缝所产生的压缩塑性变形比单层焊时小(第一层引起的收缩量最大)
温度有关:焊件的原始温度提高,焊后纵向收缩量越大
材料性质有关:线膨胀系数大的材料,焊后纵向收缩量大
热输入有关:横向收缩变形随焊接热输入增大而增加
间隙有关:装配间隙增加,横向收缩也增加
焊接长度有关:焊缝的横向收缩沿焊接方向由小到大,逐渐增大到一定程度后便趋于稳定
拘束程度有关:定位焊缝越长,横向收缩变形量就小
金属填充量有关:对接接头的横向收缩量随焊缝金属量的增加而增大
焊缝形式有关:角焊缝的横向收缩要比对接焊缝小
一般对接焊的横向收缩:随着板厚的增加而增加;相同板厚,随坡口角度增大横向收缩量也会增大(同一条对接直缝,在焊接次序和方向不同,也会出现不同的横向变形)
2、角变形:焊缝两侧的金属由于热膨胀和收缩不均(如:一面温度高其受热膨胀就大,另一面就膨胀小)可能导致角部分翘起或下沉,使焊接接头的角度发生变化。(一般在堆焊、对接焊、搭接焊和T型接头的角焊时产生)


1)板厚有关:当热输入一定时,板厚越大,角变形也越大
(2)热输入有关:板厚一定,热输入增大,角变形也增大
(3)坡口形式有关:对接接头坡口截面不对称的焊缝,其角变形大;坡口角度越大,角变形越大
(4)焊接顺序有关:焊接顺序也会影响角变形的大小
3、波浪变形:焊接过程中,焊缝沿焊接方向的不均匀加热和冷却可能导致材料表面出现波浪状起伏,影响表面平整度。


薄板焊接的波浪变形
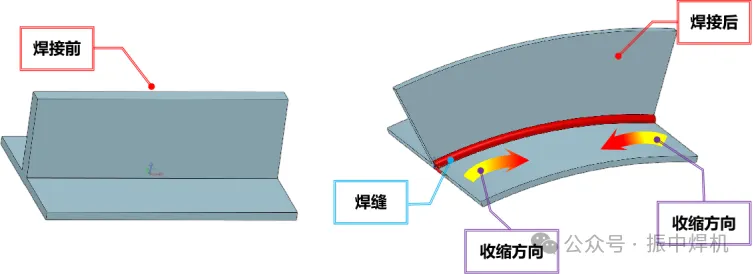
4、弯曲变形:如果焊接过程中热量分布不均匀,焊件可能会沿焊缝方向发生整体弯曲,影响焊接结构的平整度和几何形状。(其变形常见于焊接梁、柱、管道等焊件)
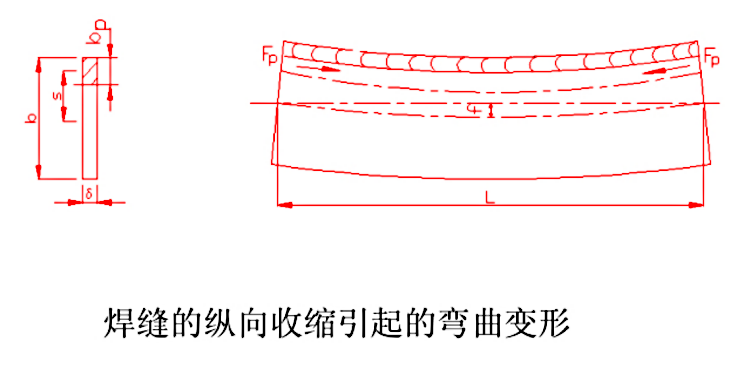

焊缝横向收缩引起的弯曲变形
5、扭曲变形:对于梁式结构或细长构件,由于焊接顺序、焊接方向或装配原因焊后截面向不同的方向倾斜造成构件扭曲变形。

这些变形类型的产生是由于焊接过程中热量和应力的不均匀分布所致。

1、材料因素的影响
2、结构因素的影响
3、工艺因素的影响




 川公网安备51012102000337号 | 蜀ICP备19021546号-1
川公网安备51012102000337号 | 蜀ICP备19021546号-1