
摘要:
通过埋弧焊焊接中厚板开坡口与不开坡口焊接的工艺比较,中厚板埋弧焊不开坡口焊接不仅节省了加工工序,降低成本。不开坡口埋弧焊工艺提高焊接质量和焊接效率,本文主要介绍20mm的钢板在不开坡口的情况下进行埋弧焊焊接,电流对焊缝质量的影响;在埋弧焊过程中,开破口焊接主要存在使用焊剂过多,成本高、效率低的不足之处。相比之下,不开坡口焊接减少了加工工序和缩短加工时间从而提高生产效率,减少焊剂使用量,节约生产成本。线能量是影响焊缝成型的主要因素:焊接电流对焊缝熔深、余高、熔宽的影响;在保证各硬件设施、焊接电压、焊接速度和装配间隙相同的情况下,通过调整焊接电流的大小来观察其对焊缝的影响。焊接母材选用Q345R,焊剂选用HJ431,焊丝选用H10Mn2,焊丝直径为4mm。超声波分析检测(表1、表2所示)C
| Si
| Mn
| P
| S
|
| ≤0.2 | 0.2-0.55
| 1.2-1.6
| ≤0.035 | ≤0.03 |
表2 Q345R 的力学性能
板厚mm
| 抗拉强度MPa
| 屈服强度MPa
| 伸长率%
| 冲击韧性值J/cm2
|
6-16
| 510-640 | ≥345 | ≥21 | ≥31 |
| >16-36 | 490-620
| ≥324 | ≥21 | ≥31 |
| >36-60 | 470-600 | ≥305 | ≥21 | ≥31 |
| >60-100 | 460-590
| ≥285 | ≥20 | ≥31 |
| >100-120 | 450-580
| ≥275 | ≥20 | ≥31 |

在焊接电压、焊接速度、装配间隙相同的情况下,通过调整焊接电流的大小来观察测试对焊缝的影响。电压设置34V,焊接速度38cm/min,间隙保证在1-2mm之内,电流分别选择了650A、720A、800A、850A、900A。当焊好第一面之后切开一段焊缝,并进行简单的处理,查看焊缝的融合程度,并根据焊缝的熔合情况选择焊接另一面的焊接电流;两面焊好之后,将试件进行超声波检测,看焊缝内部有无缺陷,再将焊缝切下磨金相式样,看内部组织和硬度测试,从而找到一个合理的焊接电流。试验数据分析根据试验方案表3进行焊接试验
电流
| 熔深
| 熔宽
| 余高
|
650
| 9 | 25 | 5
|
660
| 9 | 24
| 4.5
|
680
| 10 | 24
| 4.5
|
700
| 11
| 26
| 4.5
|
720
| 13
| 27
| 4 |
800
| 13 | 30
| 3 |
850
| 13 | 39 | 3 |
1、电流对焊缝熔深的影响

焊接电流和焊缝熔深、熔宽的关系如图2所示,熔深随焊接电流的增加而增大,当焊接电流小于720A时,熔深的增加速率较为明显,但是当电流大于 720A时,熔深趋于稳定,其深度并不随焊接电流的增加而增加;焊缝的熔宽随焊接电流的增加呈递增趋势,当焊接电流小于740A 时,熔宽的递增速率较慢,当焊接电流大于740A时,熔宽的递增速率明显增加。这一现象可能是由以下原因造成的:埋弧焊的线能量大致可分为三个部分:增加熔深的热量、增加熔宽的热量和散失的热量。当焊接电流小于740A时,用于增加熔深的热量大于用于增加熔宽的热量,焊接电弧的穿透能力较强,随着电流的增加,故表现为随着焊接电流的增加,熔深的增加量较熔宽的增加量更为明显;当焊接电流大于 740A时,由于受焊接电流密度的限制,埋弧焊电弧的穿透能力达到最大值,电流的增加并不能增大熔深,而是将增加的热量用于增大熔宽,故表现为随着焊接电流的增加,其熔深几乎没有变化,而熔宽在不断地增加。由此可见,埋弧焊的焊接电流并非越大越好,当电流达到一定程度时,焊缝的熔深达到最大值,超过该值后,焊接电流的增加并不能增大熔深,只会增加熔宽。2、电流对余高的影响(图3)

3、焊缝金属的熔合质量
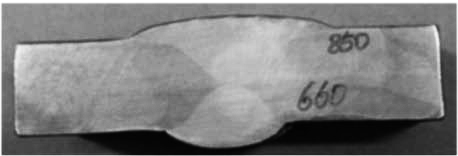
双面焊缝熔合质量如图4所示,正面焊接电流700A,反面焊接电流650A的焊接工艺并不能完全熔透焊件;当正面焊接电炉800A-850A,反面焊接电流680A-660A时,正面焊缝和反面焊缝存在部分熔合区,这说明焊件被完全焊透。

4、最优参数的确定
从上面分析中可以明显看出,在电流小于750A时,焊缝的余高是明显很大的,所以在余高和母材的连接点经常会出现应力集中现象,这对于焊接来说是不好的。在保证焊透的情况下,电流也不易太大,这样会影响焊缝的内部组织,所以在合理的焊接参数选择如表4所示。| 层数 | 焊接方法 | 焊丝规格 | 间隙mm | 电压V | 电流A | 焊接速度cm/min |
| 1 | SAW | ф4mm | 1-2 | 34-36 | 740-760 | 34
|
| 2 | SAW | ф4mm | 1-2 | 34-36 | 790-810 | 34 |
表4 焊接20mm 厚的板的焊接参数
结论:
电流对焊接质量的影响焊接电流是决定焊缝熔深的主要因素。其他条件不变时,焊接电流增大,焊缝的熔深H及余高a均增加,而焊缝的宽度变化不大。正常情况下,焊接电流大,电弧的穿透能力强,母材的熔深增加。熔深和电流的关系为:H=Km*I
H--焊缝的熔深;Km--埋弧焊的熔深系数;I--埋弧焊的焊接电流。
通过本文的介绍,希望大家能够对埋弧焊有更深入的了解,为实际的生产提供一定的指导意义。具体操作技术规程及工艺要求请以实际情况和具体项目设计而定!









 打开微信扫一扫
打开微信扫一扫


 川公网安备51012102000337号 | 蜀ICP备19021546号-1
川公网安备51012102000337号 | 蜀ICP备19021546号-1